
Обозначение по международным стандартам

Применяемые стандарты и одобрения
AMS 5513
ASTM A 240
ASTM A 666
Классификация
сталь коррозионно-стойкая жаропрочная
Применение
- Предметы домашнего обихода
- Раковины
- Каркасы для металлоконструкций в строительной промышленности
- Кухонная утварь и оборудование для общепита
- Молочное оборудование, пивоварение
- Сварные конструкции
- Резервуары судовые и наземные танкеры для продовольствия, напитков и некоторых химических веществ
Обычно производители стали разделяют марку на три основных класса (сорта) по способности к волочению:
- AISI 304 - Основной сорт
- AISI 304 DDQ (Normal and deep drawing) - Сорт глубокой вытяжки
- AISI 304 DDS (Extra deep drawing) - Сорт особо глубокой вытяжки
Основные характеристики
- хорошее общее сопротивление коррозии
- хорошая пластичность
- превосходная свариваемость
Химический состав (% к массе)

Механические свойства
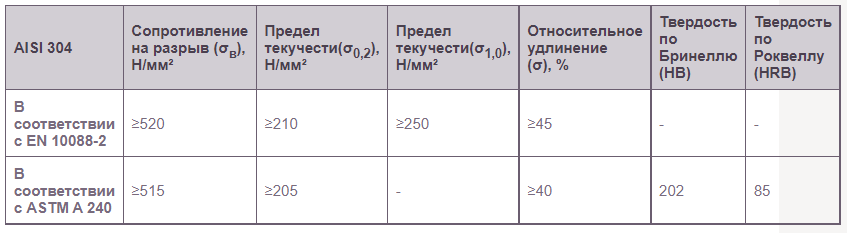
Механические свойства при высоких температурах
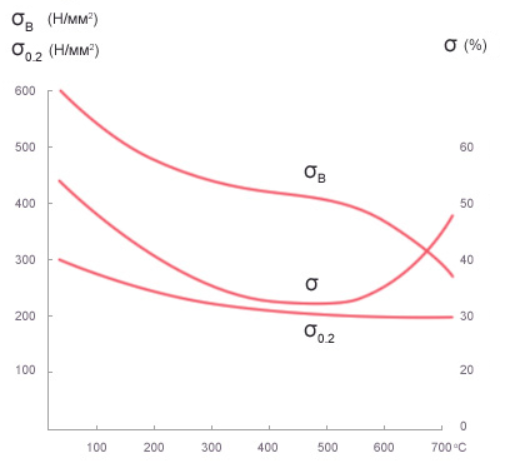
Все эти значения относятся к только AISI 304.
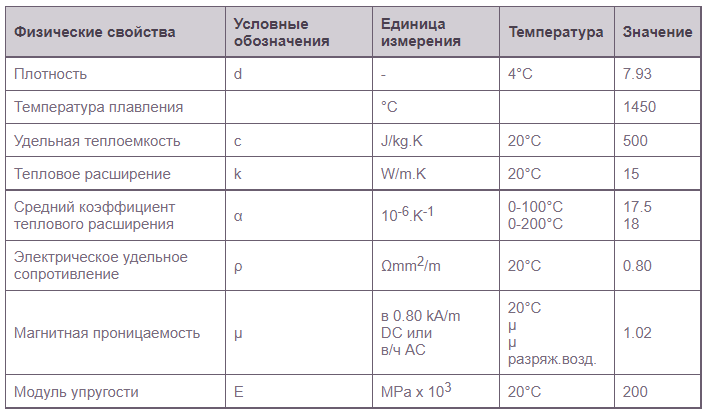
Физические свойства
Сопротивление коррозии
304-е стали имеют хорошее сопротивление к общим коррозийным средам, но не рекомендованы там, где есть риск межкристаллитной коррозии. Они хорошо приспособлены для эксплуатации в пресной воде и городской и сельской среде. Во всех случаях необходима регулярная очистка внешних поверхностей для сохранения их первоначального состояния.
304-е стали имеют хорошее сопротивление различным кислотам:
- фосфорной кислоте во всех концентрациях при температуре окружающей среды,
- азотной кислоте до 65 % при температуре 20°C - 50°C,
- муравьиной и молочной кислоте при комнатной температуре,
- уксусной кислоте при температуре 20°C - 50°C.
Их рекомендуют для производства оборудования, контактирующего с холодными или горячими пищевыми продуктами: вино, пиво, молоко (кисломолочные продукты), спирт, натуральные плодовые соки, сиропы, патока, и т.д.
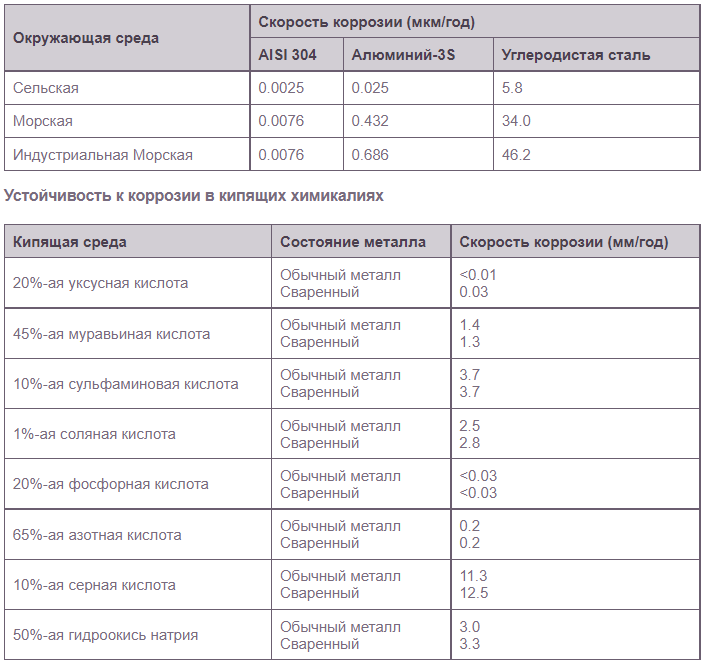
Кислотные среды
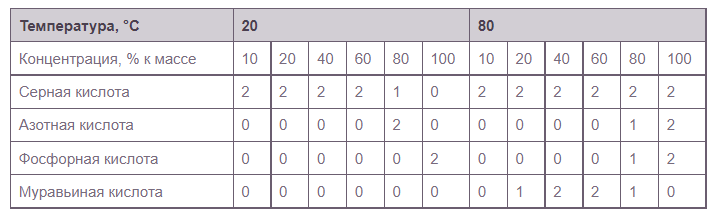
Код: 0 = высокая степень защиты - Скорость коррозии менее чем 100мкм/год
1 = частичная защита - Скорость коррозии от 100 до 1000мкм/год
2 = нет защиты - Скорость коррозии более чем 1000мкм/год
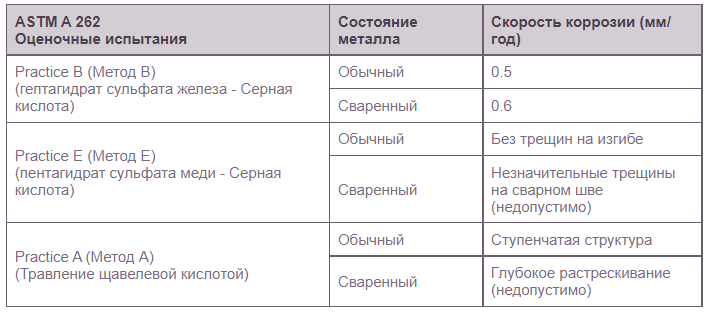
Атмосферные воздействия
Сравнение 304-й марки с другими металлами в различных окружающих средах (Скорость коррозии расчитана при 10-летнем воздействии).
Причиной незащищенности аустенитных нержавеющих сталей в диапазоне температур 425°C - 820°C является осаждение карбидов хрома на границах зерен. Такие стали "сенсибилизируются" и становятся подверженными межкристаллитной коррозии в агрессивных окружающих средах. Содержание углерода в марке AISI 304 может вызвать сенсибилизацию от теплового режима в местах сварных швов и зонах их термического влияния.
Тест на МКК (Межкристаллитную коррозию)
Сварка
- Сталь легко свариваемая.
- После сварки термическая обработка не требуется.
- Сварные швы должны быть механически или химически очищены от окалины, затем пассивированы.
Формовка
Сталь марки AISI 304, являясь чрезвычайно прочной, упругой и пластичной, с легкостью находит множество применений. Типичные действия включают изгиб, формирование контура, волочение, ротационную вытяжку и т.д. В процессе формовки можно использовать те же машины и, чаще всего, те же инструменты, что и для углеродистой стали, но здесь требуется на 50-100% больше силы. Это связано с высокой степенью упрочнения при формовке аустенитной стали, что в некоторых случаях является отрицательным фактором.
Дополнительно производятся сорта AISI 304 DDQ и AISI 304 DDS для глубокой и особо глубокой вытяжки.
О формовке с растяжением
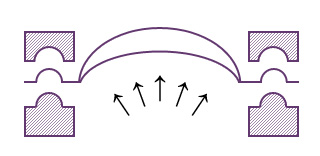
В процессе формовки с растяжением заготовку подвергают «торможению» во время вытяжки. Стенки становятся более тонкими, и во избежание разрывов стали желательно предусмотреть свойства повышенного упрочнения при формовке.
Степень растяжения определяется эриксоновским испытанием на вытяжку (деформация производится до начала утончения стенок)

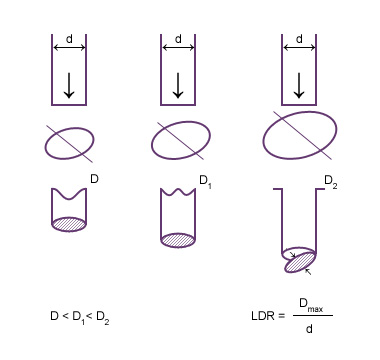
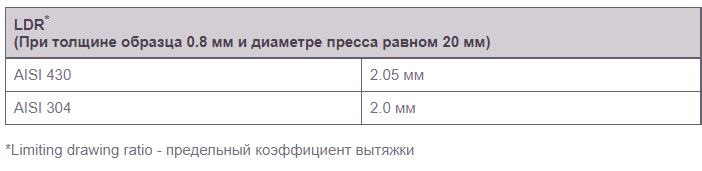
Тесты на Глубокую вытяжку
При чистой глубокой вытяжке на прессе заготовку не подвергают «торможению», а материалу дают свободно течь в инструментах. На практике такое бывает очень редко. Например, при вытяжке хозяйственной посуды всегда присутствует также элемент формовки с растяжением.
Характеристики листового материала при глубокой вытяжке описываются предельным коэффициентом вытяжки - LDR (отношение наибольшего возможного диаметра образца до момента разрыва к диаметру пресса) и пределом фестонообразования (при формовочном тесте – относительный размер образующихся язычков).
Испытание на выдавливание по Эриксену
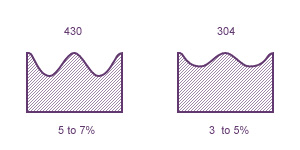
Оценка фестонообразования

Гибка
Приближенные пределы изгиба:
- s < 3мм → мин r = 0
- 3мм < s < 6мм → мин r = ½ s, угол 180°
- 6мм < s < 12мм → мин r = ½ s, угол 90°
Обратное распрямление больше, чем у углеродистой стали, ввиду чего «перегибать следует, соответственно, больше». При загибе обычного прямого угла на 90º получаем следующие показатели по выправлению:
- r = s обратное распрямление около 2°
- r = 6s обратное распрямление около 4°
- r = 20s обратное распрямление около 15°
Для аустенитной нержавеющей стали (в т.ч. AISI 304) минимальный рекомендуемый радиус изгиба составляет r = 2s, где s - толщина листа.
Обработка
Отжиг
Диапазон температуры отжига 1050°C ± 25°C сопровождается последующим быстрым охлаждением на воздухе или в воде. Лучшее сопротивление коррозии достигается при отжиге на уровне 1070 °C и быстром охлаждении. После отжига необходимо травление и пассивирование.
Отпуск
Для AISI 304L - 450-600 °C в течение одного часа с небольшим риском сенситизации. Для AISI 304 должна использоваться более низкая температура отпуска - максимум 400 °C.
Любая горячая обработка должна сопровождаться отжигом.
Следует обращать особое внимание на следующий факт: для нержавеющей стали для однородного прогрева требуется время, в 2 раза превышающее время для той же самой толщины углеродистой стали.
Травление (очистка поверхности)
- Смесь азотной кислоты и фтористоводородной/плавиковой кислоты (10 % HNO3 + 2% HF) при комнатной температуре или 60°C
- Серно-азотная кислотная смесь (10 % H2SO4 + 0.5 % HNO3) при 60°C
- Паста для очистки от окалины в зоне сварки
Пассивация
- 20-25 % раствор HNO3 при 20°C
- Пассивирующие пасты для зоны сварки